本公司鐳射產品可廣泛用於科學研究、工業運用、探勘、光纖傳導、鐳射指示、紅外照明、鐳射排版等領域。
同時開闢五大類技術支援
1、OEM
2、根據用戶要求設計生產半導體鐳射器及光學系統
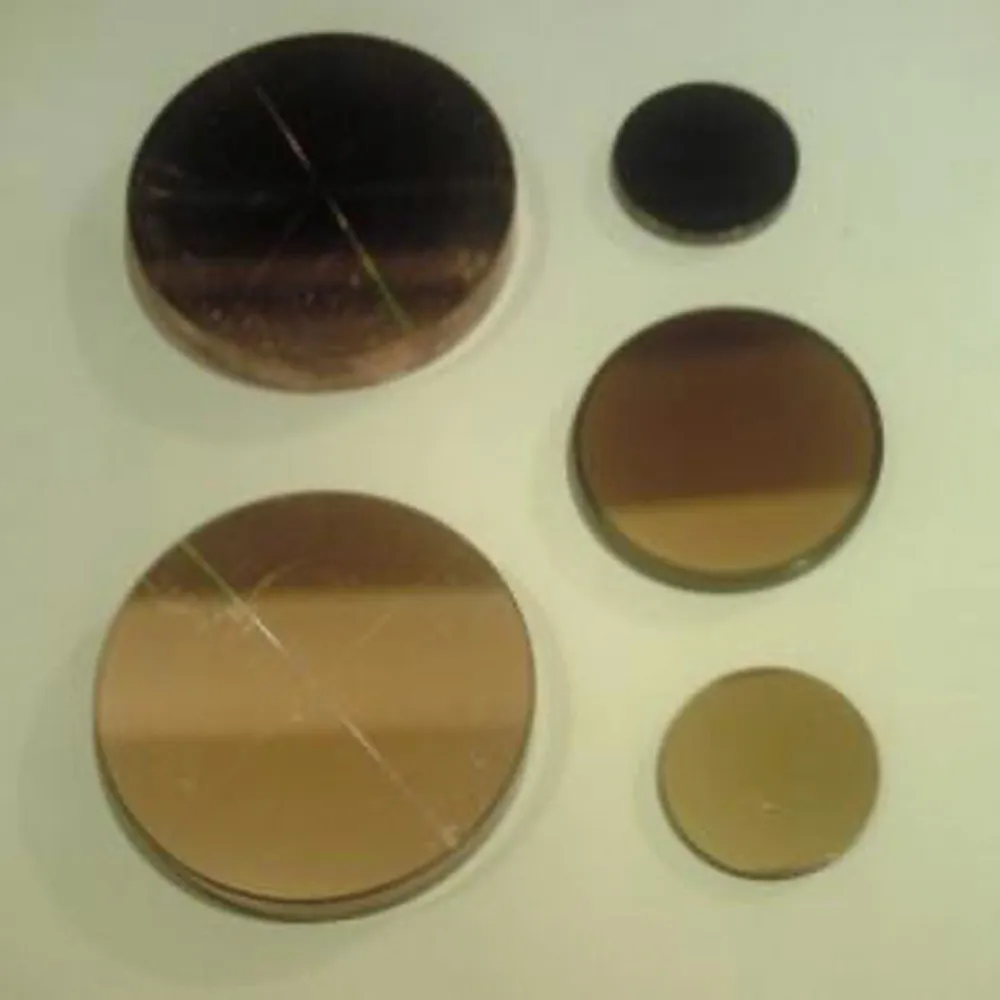
3、設計生產鐳射光學鏡片、柱面鏡
4、為用戶提供光點解決方案
5、設計生產鐳射器專用電源
售 後 服 務
對本公司售出的產品一律保證使用≥8000H,一年內保修,三年質保維修的原則,在保修期內出現的任何問題將給予認真負責的處理,並歡迎用戶提出寶貴的意見和建議。
公司秉承“顧客至上,以人為本,科技創新,銳意進取”的經營理念,堅持“客戶第一”的原則為廣大客戶提供優質的服務。歡迎惠顧!
|
CO2鐳射切割的關鍵技術 |
|
|
|
CO2鐳射切割的幾項關鍵技術是光、機、電一體化的綜合技術。雷射光束的參數、機器與數控系統的性能和精度都直接影響鐳射切割的效率和品質。特別是對於切割精度較高或厚度較大的零件,必須掌握和解決以下幾項關鍵技術:
資料擷取中......
吳經理手機1:0923-254188
網址2-http://laserlens.web66.com.tw/
|
全產品MIT製造,旗艦店提供膚質檢測、專業諮詢與時尚甜點等服務